纵锯和横锯的齿形
纵向锯切和横向锯切的特点不同,因而要求有不同的齿形。
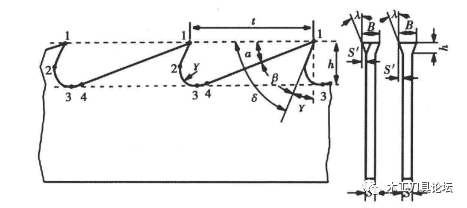
纵向锯切采用切削角6< 90度齿形,见图。锯切时,锯齿的主切削刃垂直于纤维做端向切削,主刃切断纤维后,借前刀面的压力使已被切断的锯屑在锯路壁平面中顺纤维剪裂开,而脱离木材本体。纵锯齿一般直磨,即前刀面与侧刀面垂直。
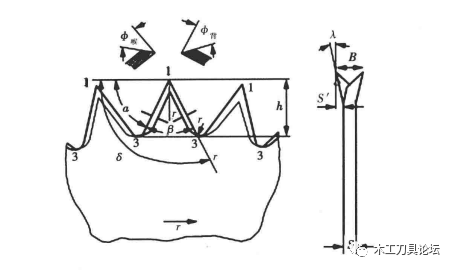
横向锯切时采用切削角8> 90度齿形,见图。锯切时,锯齿的侧刃首先与木材接触,垂直于木材纤维做端向切削,侧刃切断纤维。为了避免压断纤维的现象发生,横锯齿应斜磨并拨料。
来源: 机械猫 发布时间 2025-10-24 点赞量:0 阅读量: 6174
纵锯和横锯的齿形
纵向锯切和横向锯切的特点不同,因而要求有不同的齿形。
纵向锯切采用切削角6< 90度齿形,见图。锯切时,锯齿的主切削刃垂直于纤维做端向切削,主刃切断纤维后,借前刀面的压力使已被切断的锯屑在锯路壁平面中顺纤维剪裂开,而脱离木材本体。纵锯齿一般直磨,即前刀面与侧刀面垂直。
横向锯切时采用切削角8> 90度齿形,见图。锯切时,锯齿的侧刃首先与木材接触,垂直于木材纤维做端向切削,侧刃切断纤维。为了避免压断纤维的现象发生,横锯齿应斜磨并拨料。