PCD复合金刚石锯片超硬性能经久耐磨耐酸性强刃口不易钝化加工木材一次成型质量好切削加工连续作业时间可达300~400个小时使用寿命长是刨花板、密度板、抗倍特板等高致密性、高硬度难加工的板料等的克星HSSD华商时代专注电子锯金刚石锯片联系方式:惠州市华商时代科技有限公司地址:广东省惠州市惠阳区秋长镇金秋大道88号电话:0752-8220729传真:0752-8220719E-mail:QDTjinj
1、产品方榫机上的专用刀具。加长方孔钻φ8mm/加长方孔钻φ9.5mm/加长方孔钻φ12.7mm/加长的刀刃长度80MM。方孔钻不能用在电钻上,方孔钻头需要配合方孔钻钻床(方榫机)使用。方榫方孔钻是由中间的钻芯+外面的套组合的。页面上颜色分类中"方孔钻(心6MM)"仅仅只是中间的心,如果你有方孔钻了,可以购买它进行更换。而“方孔钻φ10mm”就是一套:钻芯+外面的套组合。2、产品应用方孔钻主要是用
在如今的刀具市场上,木工舍弃式螺旋刀轴、螺旋刀头和舍弃式刀片完美结合,加上进口欧洲顶级设备和优秀的加工工艺制造出完美的刀具,是今后的主题。舍弃式螺旋刀片具有可转换、降成本、提效率,保证刀架的转配精度和切割寿命等优点。舍弃式螺旋刀片,有不同的叫法:如合金小刀片、如可转位刀片、如可转换刀片、如木工机夹刀片,称呼很多,但都是一种东西,其主要用在两个地方,一是螺旋刀架上,在刀头及刀轴上广泛使用;二是装夹式
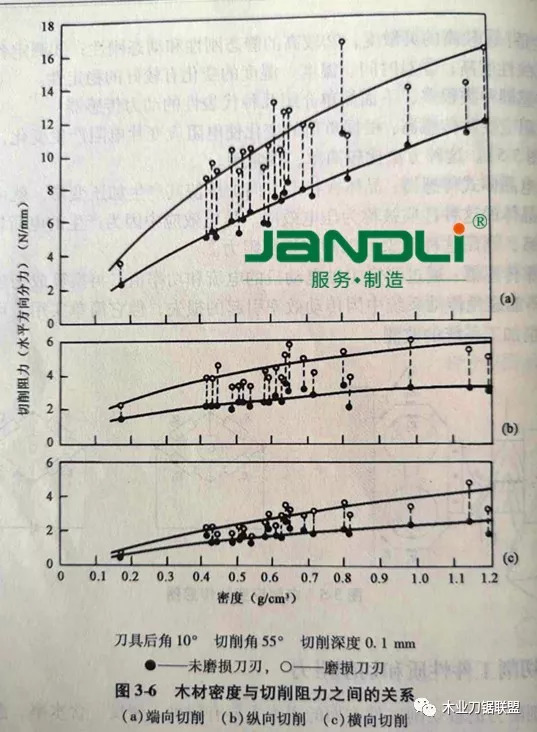
3.2.2被切削工件性质和切削阻力影响切削阻力的被切削工件方面的因素主要有树种、密度、含水率、温度、材料力学强度、年轮宽度和节子缺陷等。(1)树种与密度:使用锐利刀具和磨损刀具对多数树种进行端向切削,纵向切削和横向切削时的切削阻力(水平分力)与试件材种密度之间的关系如图3一6所示。无论是锐利刀具,还是磨损刀具,切削阻力都随树种密度的变化有很大的变化。一般而言,试材密度增加,切削阻力会呈线性增加。而
硬质合金是以一种或几种难熔碳化物(碳化钨、碳化钛等)的粉末为主要成分,加入作为粘接剂的金属粉末(钴、镍等),经粉末冶金法而制得的合金。它主要用于制造高速切削刃具和硬、韧材料切削刃具,以及制作冷作模具、量具和不受冲击、振动的高耐磨零件。1.硬质合金的特点⑴硬度、耐磨性和红硬性高硬质合金常温下硬度可达86~93HRA,相当于69~81HRC。在900~1000℃能保持高硬度,并有优良的耐磨性。与高速工
3.2切削阻力切削阻力是评价材料切削性能的基础,在木材切削过程中具有极其重要的作用。例如,切削阻力是刀具磨损的主要原因。随着切削温度上升,刀具寿命缩短的同时也会使加工表面状况恶化。而且加工机械的静、动刚性,以及振动也在很大程度上影响着加工的精度。切削阻力是确定切削机械所需输入动力、刀具和夹具设计和确定最佳切削条件的基础。由于在切削阻力的静力部分和动力部分包含了切削过程中很多有用的信息,从提高加工精
▲文章来源:木业刀锯联盟版权归原作者所有,观点仅代表作者本人,不代表家具头条立场。
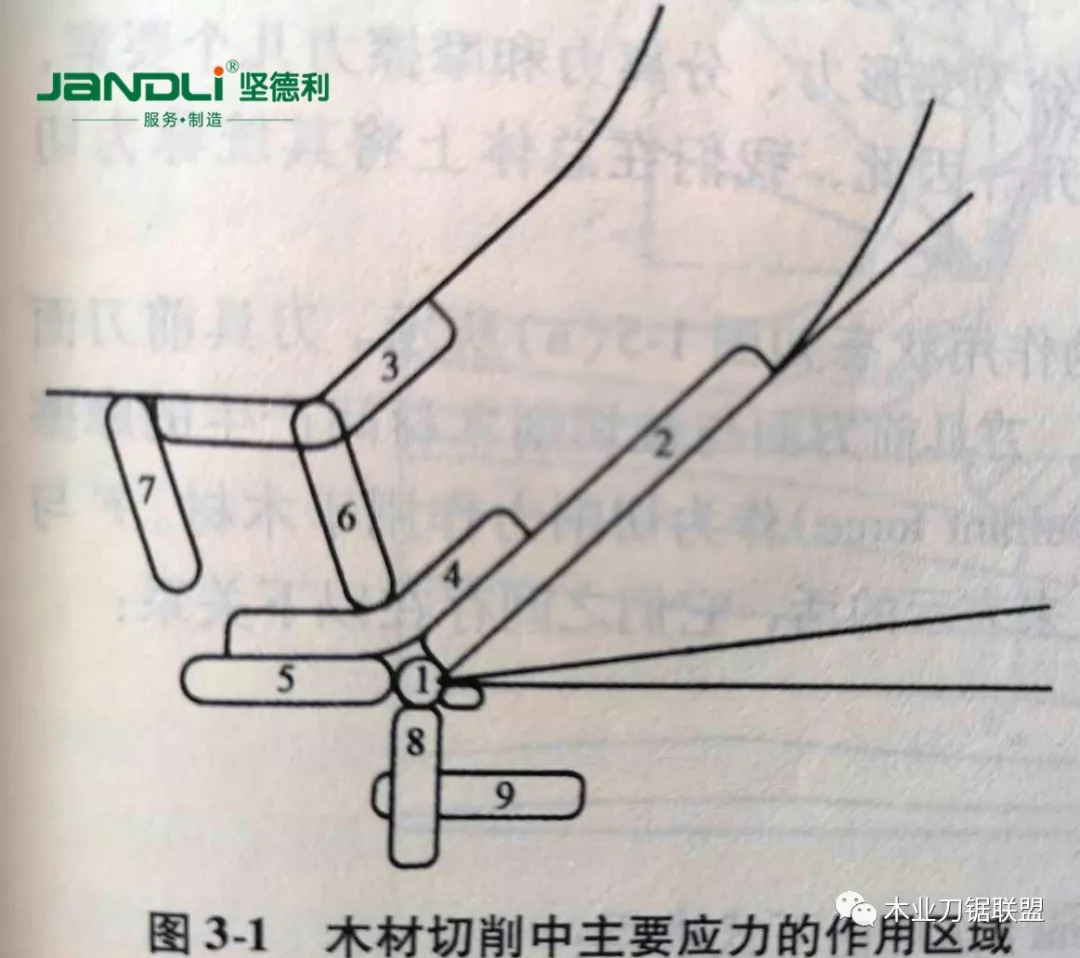
3.1.2切削作用力在木材的切削过程中,有以下几种基本现象会同时伴随发生:①在切屑形成过程中,刀刃附近形成切屑的部分材料和木材工件已加工表面,由于刀具的切入而产生的变形现象。②由于刀刃的作用,切屑从木材工件上发生分离的现象。③切屑和刀具前刀面及木材工件已加工表面和刀具后刀面接触而产生的摩擦现象。其中变形现象,即切屑从木材工件上分离后发生的变形现象在所有的这些现象中占有最重要的地位。它能引起上述的其
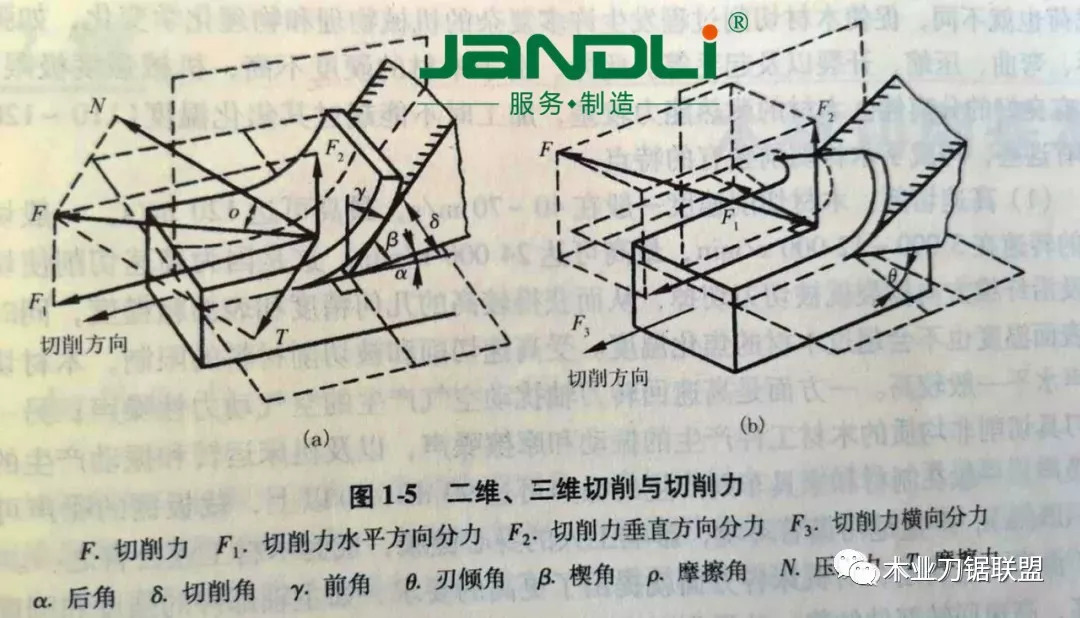
3.1切削力3.1.1切削应力和应变刀具刃口( tool edge)与切削工件( work piece)接触的同时,根据作用力的大小,工件在刀刃刀尖作用的部位先产生变形。当这个力逐渐增大时,工件被刃口分为两部分,刃口继续向材中切入进去。从工件切下分离出去的部分,被刀具前面压缩,受剪切应力和弯曲应力作用产生变形,成为切屑(chip)。切削过程中,作用于被切工件上的力,其大小、作用方向,根据工件性质(
2.4加工精度锯切木材时,有时会出现锯路弯曲和波浪形的情况,木材刨切时,有时不能刨切出规定的厚度尺寸,这些现象都是由于选择切削条件不适当或机械和刀具切削加工性能不良造成的。评价切削性能的指标之一就是加工精度( cutting accuracy)。加工精度可分为尺寸精度和形位精度两种。尺寸精度一般是指实际加工得到的尺寸与预定加工的厚度、宽度、长度、深度等目标尺寸之间的符合程度,即实际加工后的尺寸与标
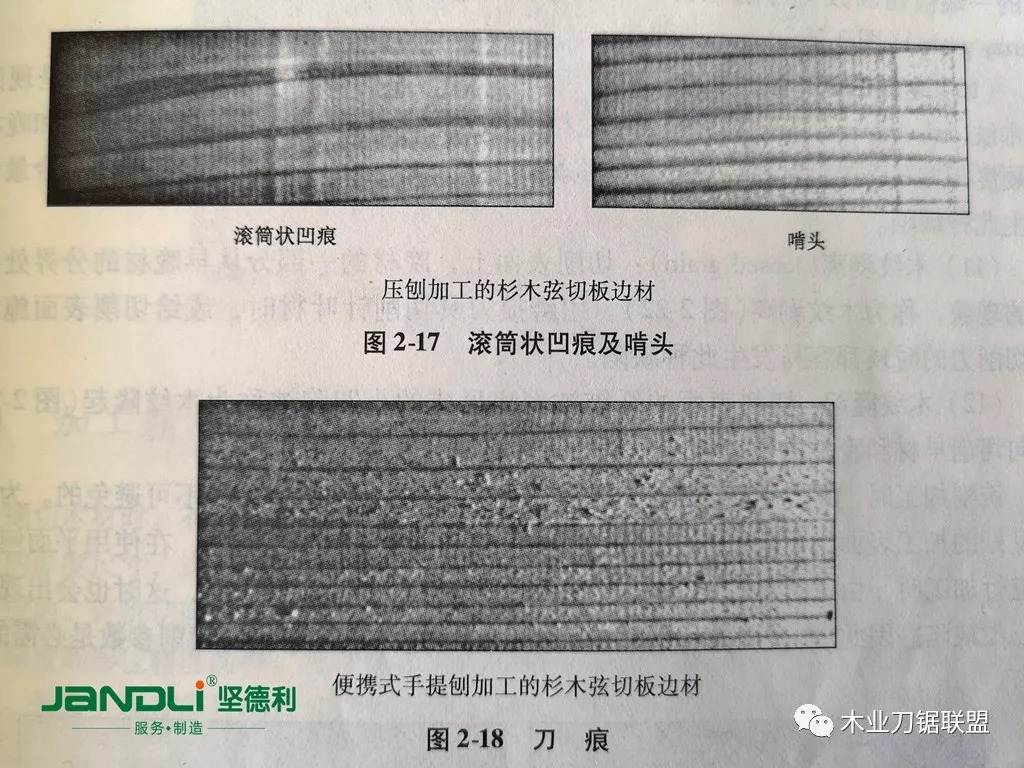
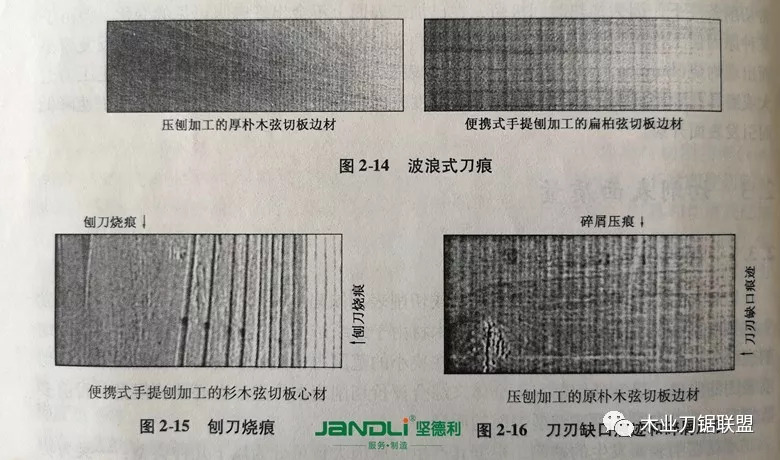
2.3.2切削表面缺陷的种类(6)屑片压痕( chip mark):由于刀刃上附着切屑,因而在切削表面上留下的压痕,一般呈现1cm左右长度的白斑状的痕迹。(7)刀痕:是指用便携式手提刨进行切削时,第一次和第二次切削的轨迹在交界处切削表面上产生的差异(图2-18)。减小切削深度,重合刨刀移动轨迹等都可以减小刀痕缺陷的发生。(8)逆纹凹痕:切削表面逆纹部分出现块状脱落( torn grain)或小纤维
2.3.2切削表面缺陷的种类下面以铁削方式(平刨、压刨等)加工大平面时产生的上述三类缺陷为例加以说明。前述属于一类缺陷的有波浪式刀痕;属于二类缺陷的有刀刃烧痕、刀刃缺口残留痕迹振动波纹、滚动波纹、啃头、屑片压痕和刀痕等;属于三类缺陷的有逆纹凹痕、木毛刺、木纹凸起、木纹剥离、木纹隆起等。(1)波浪式刀痕( knife mark):用装有数个刀齿的回转铣刀加工平面,由于运动轨迹的原因,切削表面不可能为
2.2.3切屑接触面上升温与影响因素因为木材强度随温度升高直线下降,在其他条件不变的情况下,工件温度越高切削阻力越小。虽然目前对木材切削时切屑和已加工表面的温度还不甚了解,但由切削热引起的工件温度升高及由此引起的切削力降低是可以肯定的。即如果工件温度随切削速度增加而升高,切削力则随速度的增加而降低。但是,切削速度提高会引起切屑的变形阻抗增加(变形速度效应),所以实际并不一定如此。木材切削时刀刃的温