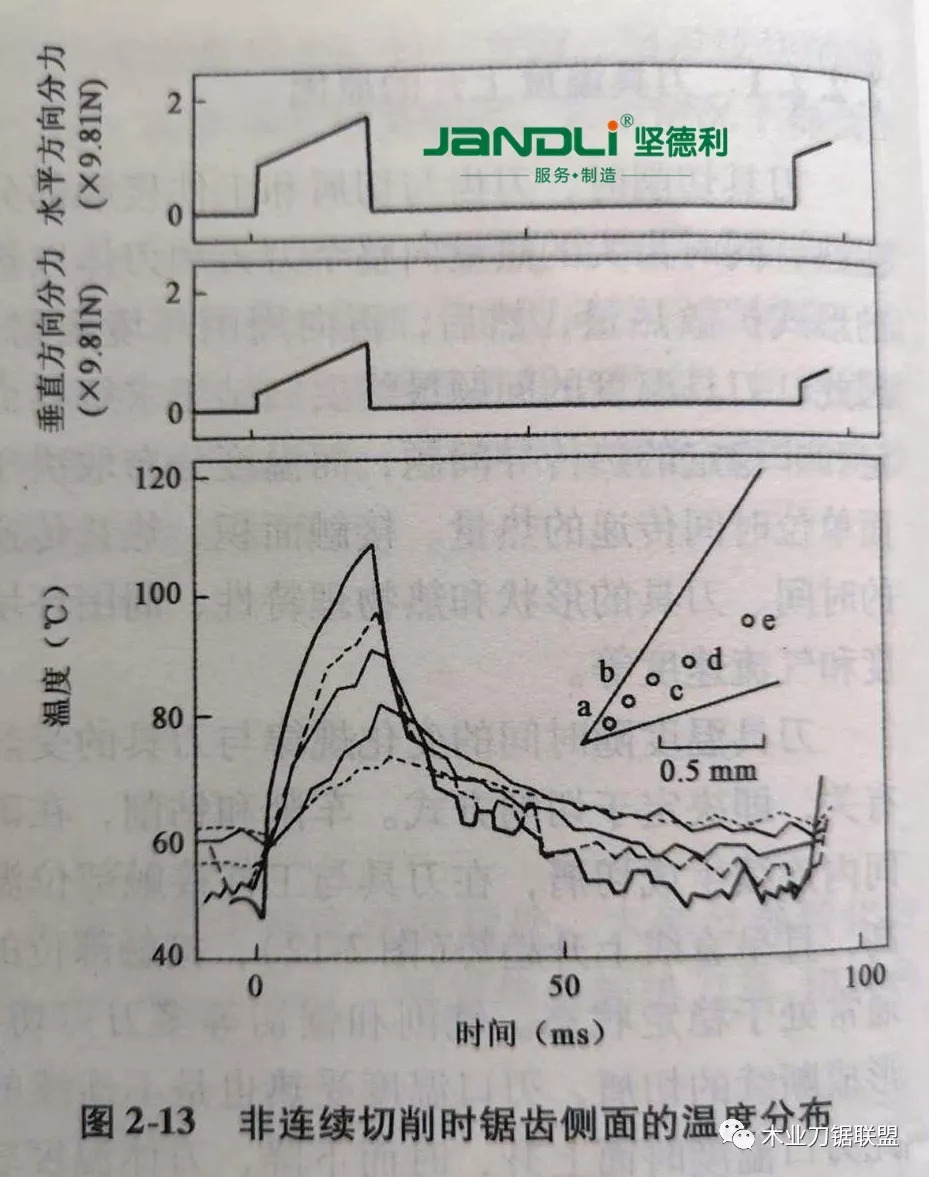
2.2.2.3影响刀具温度的因素影响刀具温度最大的因素是切削系统单位时间的发热量,发热量与切削功率(cut -ting power)呈正比关系。即切削力及切削速度越大,刀具的温度越高。不过即使切削力相同,根据刀具切削角、后角、切削类型、刀刃的磨损状态等条件,刀具和切屑及已加工面的接触状态的不同,刀刃附近的温度分布也不相同。木材切削的切削力虽然小,但切削速度高,切削功率与金属切削基本相同或更高,因此
2.2.2.2刀具温度的测定由于木材切削速度很高,且温度显著上升的部位仅发生在刀具刃口非常微小的区域内,而干燥的木材又是绝缘体,因此金属切削中常用的测定刀具和切屑接触面温度的方法,如刀具一试件热电偶(tol- work thermocouple)法,在木材切削中是无法使用的,所以直接测定木材切削刀具某点的温度,尤其是刃口温度一般是非常困难的。刀具温度测定一般是将热电偶( thermocouple)
每一个从事木工行业的人都要和两样东西打交道,一个是木头,另一个是工具。木头作为载体,鲁班园在之前的文章中已经阐述了多次(如果您感兴趣,可以关注我们,查看历史消息来阅览精彩文章)。对于木材,我们当然要心存一份尊重和珍惜,而对于工具我们更应用心呵护和理解,如果说木材是我们用来造物的根本,那么工具就是造物的条件,没有各式各样的工具我们如何将木材变为木制品!说到木工工具,首当其冲的就是木工刀具,每个木工能
BT刀柄中的7:24是什么意思?BT、NT、JT、IT、CAT是什么标准?如今数控机床在工厂里得到了广泛的应用,这些机床和使用的工具来自世界各地,有着不同的型号和标准。今天和大家聊一聊关于加工中心刀柄的知识。刀柄是机床和刀具的连接体,刀柄是影响同心度和动平衡一个关键环节,千万不能将它当成一般的部件来看待。同心度可以决定刀具在旋转一周的情况下各切刃部分的切削量是否均匀;在主轴旋转时动不平衡将产生周期
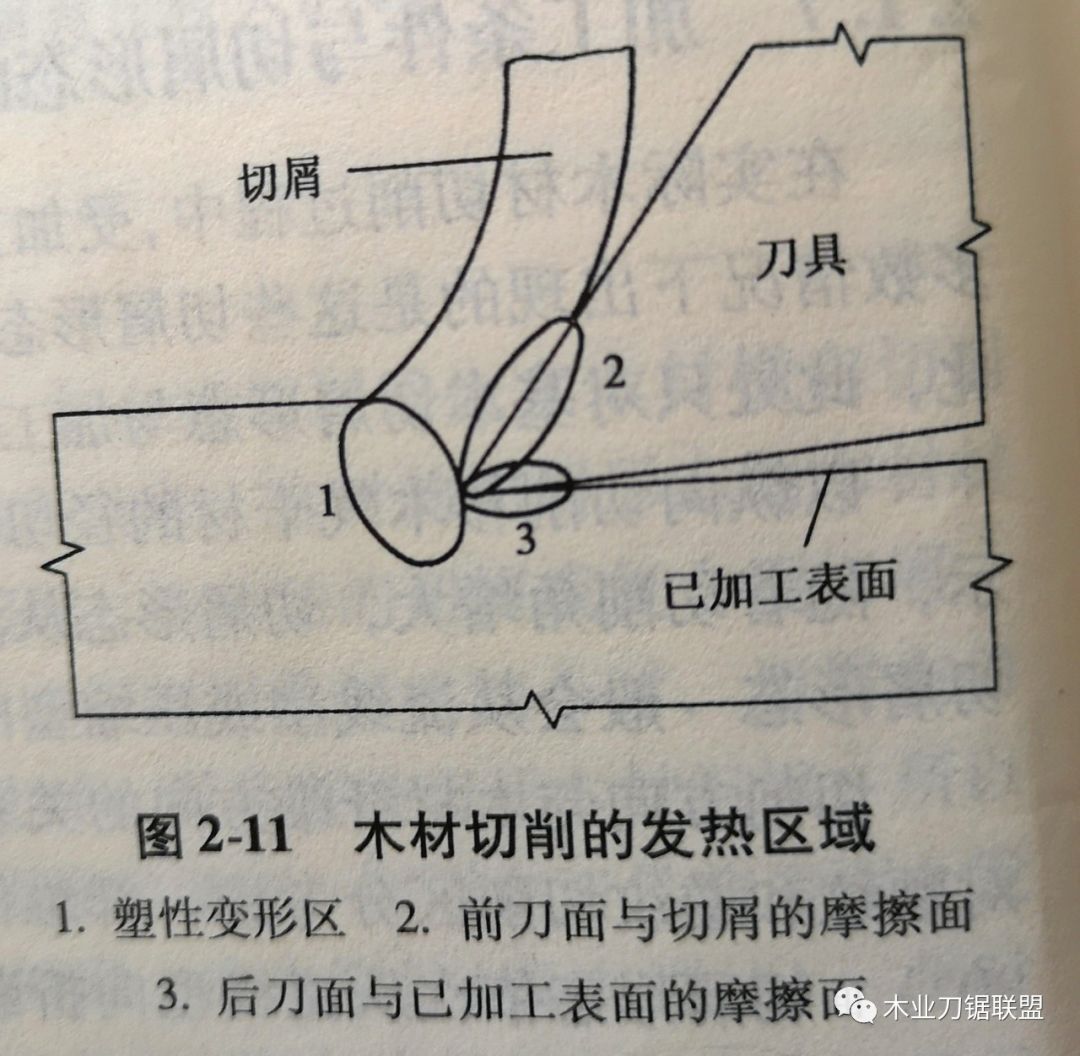
2.2.1切削中发热现象切削所消耗的能量中,除消耗于加工面和切屑中的应变能量外,大部分都转化为热。我们把由切削转化成的热称为切削热( heat of cutting)。切削热会加热刀具、切屑和加工面,因而使它们的温度上升。切削热主要发生在切削刃前方工件发生塑性变形的区域,即前刀面和切屑以及后刀面和工件接触产生摩擦的区域(图2-11)。金属切削加工时,其切削能量大约70%消耗于剪切变形,因此发热区主
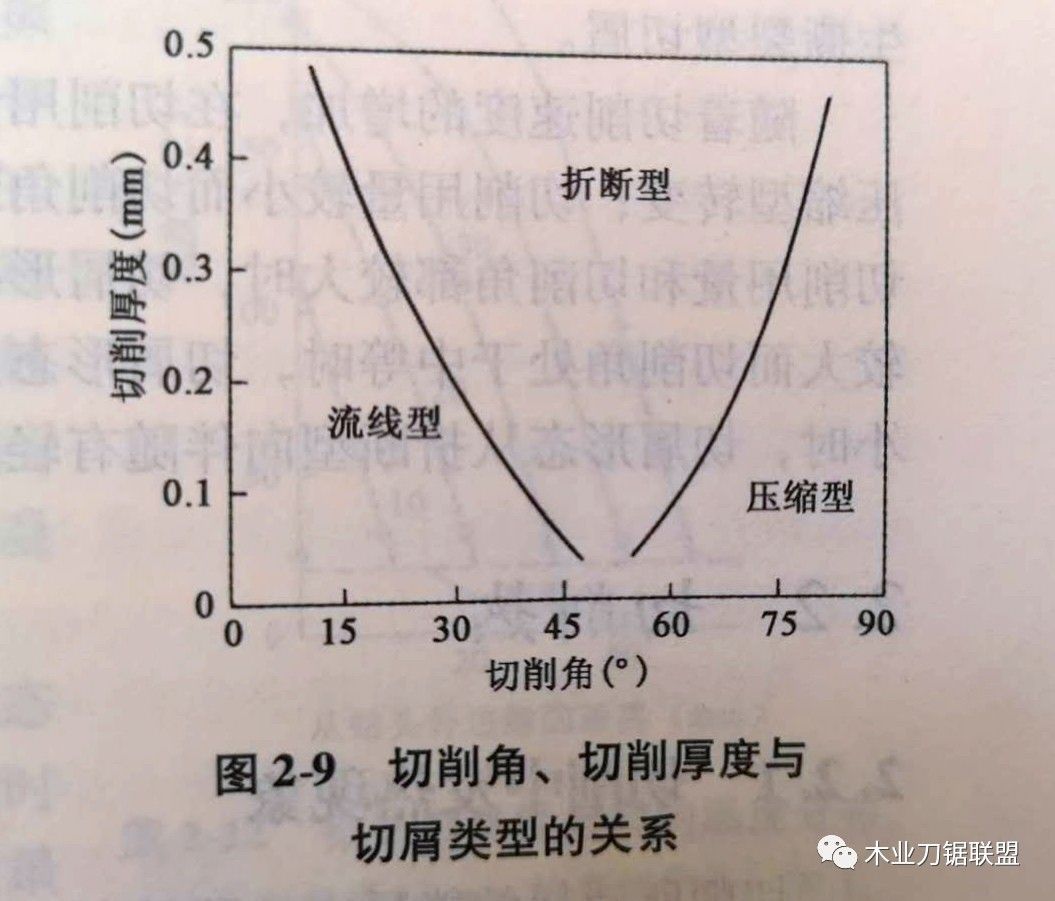
2.1.7加工条件与切屑形态的关系在实际木材切削过程中,受加工条件的影响,上述的单一切屑形态很少会发生,大多数情况下出现的是这些切屑形态的变种或复合形态。切屑形态因加工条件的变化而变化,此处只对基本切屑形态与加工条件的关系进行说明。以纵向切削杉木气干材的径切面为例说明加工条件与切屑形态的关系,如图2一9所示,随着切削角增大,切屑形态从流线型向折断型、再向压缩型转变。切削用量增大,切屑形态一般会从流
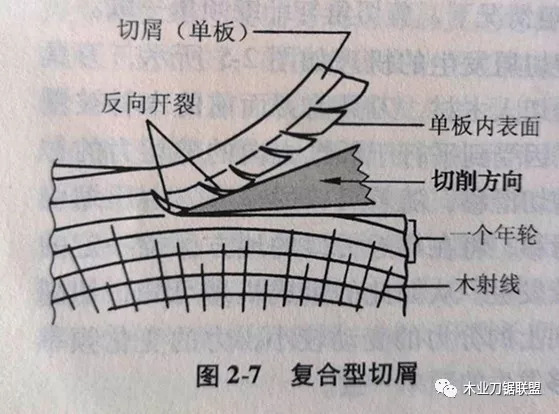
2.1.6复合型切屑前面介绍的几种切屑形式都发生在纵-端向切削。复合型切屑发生在木材横向切削时,它像卷帘子一样,切屑很容易从被切削木材上剥离出来。 这时的切屑形态因木材材种、含水率和切削条件的不同而呈现出流线型、剪切型、折断型的切屑或复合型切屑。复合型切屑形成的机理如图2-7所示,当切削角和切削用量都比较小时,切屑在刀具前刀面上顺利地流出,切屑的形态接近流线型,此时,刀具直接切开木材组织,所以切削
一.主要问题:指接有侧缝产生原因:1:指接刀的平面度超公差,或刀具变形,导致梳齿后的槽宽于指接刀齿,才会出现侧缝。2:平头锯片与工作台距离太大。解决方法:1:指接刀开齿要求达到:在指接刀指接长度设计参数范围内,不同硬度木材、不同精度的加工设备加工出来工件的指接长度会不同,但对接后不允许开齿有侧缝,顶端无针眼,更换里面变形的指接刀即可解决侧缝问题。2:若调节顶端缝隙的大小,需调整梳齿机的平头锯片离工
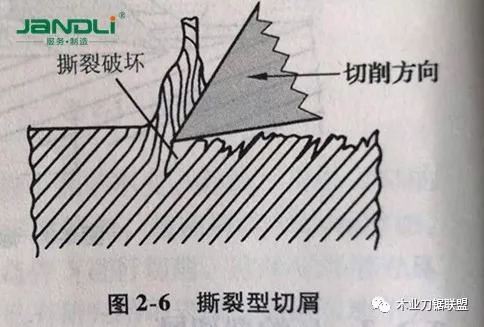
2.1.5撕裂型切屑撕裂型( tear type)切屑发生于刀具刃口不锐利的切削方向的端向切削,或逆纹切削时,大切削角和大切削深度的加工条件下,如切削角80°、切削深度0.3mm的切削条件。撕裂型切屑产生的机理如图2-6所示。在刀具刃口的正下方,刃口的前移给木材纤维一个横向拉力,从而导致在刃口下方沿纤维方向发生开裂破坏。与此同时,在刀具的前刀面上,被切木材内侧发生由于压缩变形而引起的弯曲或剪切破坏
第十名:分度头曾经那么的风光如今没落啦。都是分度主轴惹的祸。所以请你屈居第十啦。第九名:气压缸夹具自动装夹的夹具精髓。众多夹具中劳动者应该是最喜欢气压夹具的了。第八名:弹簧夹套/夹筒规格繁多的刀具怎么用更少的刀把来解决装夹问题?在这里你可以找到答案。第七名:磁力平台如何更加简便的把没有装夹位置的零件放在工作台上任你加工?看他是如何做到的?第六名:主轴与刀柄主轴与刀柄是人类顶级智慧与尖端科技的结晶。
家具工厂为常用木工刀具属性及使用简介锯片类一、锯 片:主要用于对加工件进行切割、断料、修边、开槽等的一种切削工具。是生产运用最广泛的刀具之一。主要使用在推台锯、往复锯、电子开料锯、单片锯、多片锯等锯类设备。二、刀具结构:基体+合金刀头。三、材质说明:基体材质—75Cr1、SKS51、65Mn、50Mn合金刀头材质—卢森堡森拉天时、德国威克、台湾合金、国产合金四、品质保证:主要取决于基体材质、合金排
定制家具中的五金分:1.常规五金类。 铰链、滑轨、衣通、气撑、拉手、水槽、龙头等。2.功能五金类。橱柜中的各种拉篮、衣柜中的榻榻米升降机、下拉式衣架、旋转衣架、旋转鞋架、等等。本次我们主要介绍下功能五金类:橱柜篇地柜拉篮碗架拉篮调味拉篮米面柜侧装收纳拉篮高柜拉篮转角拉篮橱柜转角小怪物拉篮转角小怪物飞碟拉篮180度转角拉篮▲吊柜拉篮图中每一个柜门里面都是一套功能五金橱柜的各种功能五金太多了但大体上就
1.1.2刀具和工件的各组成部分为了研究刀具几何参数,认识其几何特征,需要对刀具和工件的各有关部分给予定义。工件一般分为三个表面,如图1-1所示。(1)待加工表面:即将切去切屑的表面。(2)加工表面:刀刃正在切削的表面。(3)已加工表面:已经切去切屑而形成的表面。这三个表面,在切削过程中随刀具相对工件的运动而变化。有些加工过程的已加工表面和加工表面重合[图1-1(a)]。木材切削刀具的种类虽多,但
1、铝板切割加工,推荐使用单刃专用铝用铣刀。加工过程中不粘刀,速度快,效率高。2、软木,密度板,原生木,PVC,压克力大型深浮雕加工,推荐使用单刃螺旋球头铣刀。 3、上下面无毛刺切割加工,推荐使用单刃,双刃上下切铣刀。4、多层板,夹板加工,推荐使用双刃直槽铣刀。 5、压克力镜面雕刻加工推荐使用金刚石雕刻刀。6、密度板切割加工,推荐使用双刃大排屑螺旋铣刀,它具有两条高容量的排屑槽,双刃设计,既具有
木工刀具的种类及用途木工刀具是以切削方法将木材加工成需要的形状和尺寸的刀具。木工刀具有手用和机用两种,在成批和大量生产中都应用机用的木工刀具。机用的木工刀具分为锯、刀片、铣刀、钻头和榫孔加工刀具5类。木工锯用于锯切木材的刀具,有圆锯、带锯、条锯、链锯和筒锯等多种,以圆锯和带锯最为常用。当锯口与木纹平行时称纵切(剖分),锯口与木纹垂直时称横切(截断),后者采用的圆锯齿形与前者不同,以利于横切时割断纤